When you’ve designed a production line to meet a given output level and your customer demand reaches more than double that level, you’re working three shifts, seven days a week and you still can’t keep up, you need to take action. You essentially have two choices – you invest in a second line or you fix the existing one to increase throughput. The latter is what Faurecia the Automotive Interiors company chose on their Malibu assembly line.Jointly with the ATS process improvement consultant, the line was reviewed and issues holding production back identified – essentially a range of control system and communication issues along with a core limitation of the IT system restricting the process.
Ever tried to run a production line designed for 6 operators with only 5 or 4 people when you’re short staffed? The end result is “it doesn’t work”; at least not efficiently that is. Taking the only time window available (July 4th, 5th and 6th), ATS set about improving the control systems and the communications from the many production tools (PLC, nut runners, pick lights, etc) and deploying a new Work Instruction, Poke-Yoke and Traceability system. The end result was that by the following Thursday the line was producing 30% more product every day.
So how does it work?
All the operator has to do is scan the kan-ban card (or select the part to be produced on the std ATS 17” resistive touch screen) and then select the operating scenario to be used; dependant on how many operators he/she has.
The line side PC will then display the required assembly tasks on each of the 7 ATS touch screen displays based on the optimal assembly scenario for the part and number of operators selected.Each operator is then prompted to complete the next task and given feedback when the task has been completed correctly or not as the case may be.
Whenever an error occurs, a Red alarm is flagged up and the operator is asked to either repeat the task, confirm correction or remove the part from the line and send to rework or scrap.
Full traceability information and task based tact time data is collected for later analysis. ATS is now engage in making further process changes around this line with the aim of extracting a further 30% throughput improvement.
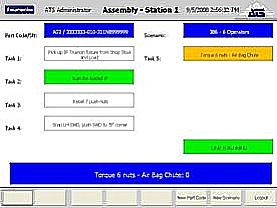
Touch screen for selection
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}