
Digital Twin Technology: What It Is, How It Works, and Why It Matters
You’ve probably heard a lot about Digital Twins, and with good reason. They’re are quickly becoming a cornerstone of industrial digital transformation. According to McKinsey, the global market for digital-twin technology will grow about 60% annually over the next five years, reaching $73.5 billion by 2027.
In this article, we’ll break down what digital twins are, how the technology works, why they matter, and where they’re already driving measurable impact.

Digital twin of an automobile: virtual model (left) and physical car (right), illustrating real-time synchronization.
Source: Siemens
What is meant by Digital Twin?
A digital twin is a dynamic, virtual representation of a physical product, asset, or process that reflects its real-world counterpart in real time. Unlike traditional simulations, it continuously updates with live sensor data, enabling real-time monitoring, analysis, and decision-making.
Digital twin technology establishes a bidirectional link between the physical and digital worlds, enabling stakeholders to simulate scenarios, predict outcomes, optimize processes, and make data-driven decisions, all without risking real-world consequences.
In practical terms, a digital twin enables manufacturers to design and simulate a production line in a virtual environment before physical implementation, to evaluate performance, identify potential issues, and optimize processes in advance.
Once the production line is operational, real-time data from sensors can be transmitted to the digital twin. This ongoing data exchange allows for continuous performance monitoring and predictive analysis, helping to assess current efficiency, anticipate future behaviour, and support informed decision-making.
The insights generated by the digital twin can be translated into real-world actions. For instance, oven temperatures on the production line can be adjusted, replacement parts can be requested, and maintenance activities can be proactively scheduled. With enough data, it’s also possible to run simulations to evaluate how the production line would respond under various conditions.
Before we explore the details further, particularly the role of digital twins in manufacturing, let’s address some of the most frequently asked questions about this technology.
Digital twin technology is being adopted across a wide range of industries. In manufacturing, it supports production optimization and predictive maintenance. In healthcare, digital twins are used for patient modeling and personalized treatment planning. The aerospace and automotive sectors leverage them for design validation, testing, and lifecycle maintenance. Smart cities apply digital twins for urban planning, infrastructure monitoring, and traffic management. In the energy sector, they enable real-time monitoring of power systems and outage prediction. Additionally, digital twins are increasingly used in construction, retail, and logistics to model buildings, manage inventory, and streamline supply chain operations.
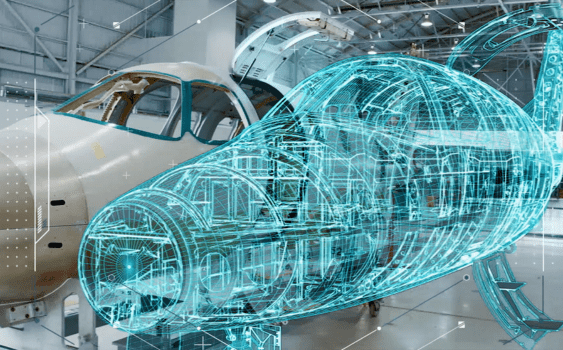
Digital twin of an aircraft: overlay of a virtual 3D model on a real airplane in a hangar.
Source: Siemens
The concept of the digital twin began with NASA in the 1960s, notably during the Apollo 13 mission in 1970, when simulators were used with real-time data to manage the crisis. In 1992, David Gelernter introduced the idea of digital models reflecting real-world systems in his book Mirror Worlds. The formal concept was introduced by Dr. Michael Grieves in 2002 at the University of Michigan as part of product lifecycle management (PLM), describing a virtual model connected to a physical counterpart. The term digital twin was popularised around 2010 by NASA to describe its real-time monitoring and simulation of spacecraft systems. While Grieves introduced the concept, NASA helped establish its widespread use in engineering and aerospace.
A digital twin helps you monitor equipment and processes in real time, quickly spot issues, and improve performance. By testing changes virtually first, you can reduce downtime, cut costs, and make smarter, faster decisions on the shop floor.
The primary difference lies in their roles: a digital twin is a virtual replica of a physical object or system, using real-time sensor data to simulate and monitor performance. AI and machine learning (AI/ML), in contrast, analyse this data (often generated by the digital twin) using algorithms to detect patterns and generate actionable insights. Digital twins create the environment. AI helps make sense of it.
Yes, a human can have a digital twin. In healthcare and wellness, human digital twins (HDT) are created by integrating data from medical records, wearable devices, genetics, and lifestyle factors. These virtual models simulate an individual’s health status, enabling physicians to monitor conditions, predict disease progression, personalize treatments, and virtually test therapies before applying them. This approach supports improved patient care, preventive medicine, and better health outcomes.
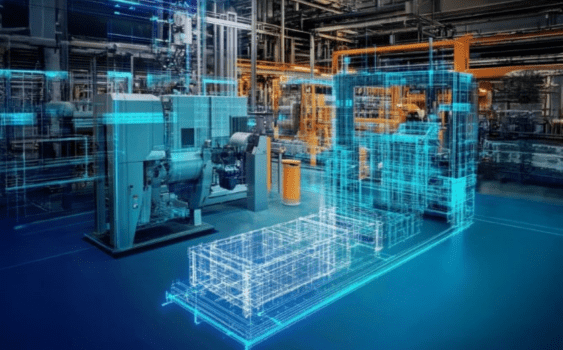
A digital twin of industrial machinery in a smart factory, blending physical and virtual systems
What are the Benefits of a Digital Twin in Manufacturing?
Defining a digital twin can be easy. Listing all of the benefits takes a bit longer. Below are just a few of the major benefits of using a digital twin of your products, plants, and processes:
- Faster New Product Introduction (NPI): By utilising a digital twin, you can replicate the planned production process of your new product and game out all the scenarios of what could go wrong before you even start to build your production line. This prevents costly adjustments later on when physical rather than digital equipment needs to be adjusted.
- Reduced Downtime: Digital twins of your equipment can know how long that equipment is expected to run for, based on past data, before it requires maintenance. If the twin is being fed with current data from the real equipment, then it can modify its estimate based on its deterioration. This predictive maintenance allows you to plan maintenance during existing stoppages and avoid breakdowns, which reduces downtime.
- Reduced Scrap and Rework Costs: A digital twin of your product can be thrown through your manufacturing processes to predict where issues may arise. By utilising data from previous product production runs, you can see where similar issues are likely to arise with your next product. The digital twin of a production line doesn’t need to live in isolation. By training it with data from other production line processes it becomes better equipped to predict and reduce scrap and rework.
- Predict Gains/Losses of Modifying Production: With enough data on your equipment, processes, and products, you can calculate whether making adjustments to your manufacturing process are financially viable. If you run that piece of equipment 10% faster, will the benefits outweigh the costs of more frequent maintenance? Don’t forget, the digital twin doesn’t just utilise physical data – one of its biggest benefits is in its ability to integrate financial data, such as the cost of materials and labor.
- Reduced Training Costs: Using augmented reality, live video of equipment on the plant floor is overlaid with information fed from the digital twin. This could include the current status of various components, or it could guide an engineer through repair procedures. The use of augmented reality can greatly reduce training requirements and raise the efficiency of people working on the production line.
- Improved Supply Chain Management: Moving beyond your plant, a digital twin of the supply chain feeding into your manufacturing processes can be tweaked and fine-tuned so that procurement, logistics, and delivery can be predicted and optimised. Sharing data with your suppliers will allow you to extend and strengthen the digital thread of your products so you can make the right tactical and strategic decisions with the best information available, reducing costs and supporting your Supply Chain Management (SCM).

Digital twin of a car assembly line next to its real-world counterpart. Source: Siemens
Powering Real-World Digital Twin Solutions in Manufacturing
While many organizations are still exploring digital twin technology, ATS Global has been delivering real-world solutions in manufacturing for years.
We empower businesses throughout the entire digital transformation journey with cutting-edge software and expert services across all three levels of the Digital Twin:
- Product Digital Twin: Virtually simulate and visualize product’s performance alongside its real-world behaviour, ensuring optimal design and functionality.
- Production Digital Twin: Validate and optimize manufacturing processes through simulation before plant deployment, ensuring smooth and efficient operations from day one.
- Performance Digital Twin: Continuously monitor and update health models with real-time data to maximize product lifecycle performance and reliability.
Our comprehensive solutions include CAE, CFD, process simulation, and virtual commissioning, coupled with advanced sensorization systems to capture critical product and process data. We also provide cloud-based platforms and industrial edge devices, enabling seamless data collection and analysis.
ATS Global’s offerings extend to 3D digitalization for collaborative design, PLM (Product Lifecycle Management) solutions for integrated workflows, and manufacturing execution and operations management systems to monitor and optimize factory performance. Our cloud-based data processing tools empower manufacturers to make data-driven decisions with confidence.
Key products in our portfolio – including ATS Inspect, ATS CM4D, and ATS Bus – are specifically designed to support the digital twin ecosystem in manufacturing environments:
Thanks to ATS Inspect, we can bridge the gap between the physical product and its virtual counterpart by capturing quality data directly on a digital model, such as a CAD representation. This real-time defect tracking allows manufacturers to pinpoint recurring quality issues, enabling faster root-cause analysis and continuous process improvement.

ATS CM4D creates the digital twin of a product by recording its real-world dimensional data. This twin can then be compared to the original CAD design to verify that the product meets specifications. Additionally, it can be used to assess whether individual components will properly align and assemble by comparing the digital twins of parts before physical integration.
ATS Bus serves as the digital thread that connects systems, sensors, and data sources across the factory. It ensures that the data needed to power and update digital twins flows seamlessly and in real time, enabling everything from predictive analytics to operational decision-making.
As manufacturing data grows in volume and complexity, digital twin technology becomes even more critical. ATS Global is committed to supporting manufacturers with proven tools, deep industry expertise, and a focus on operational excellence.
Get in touch with a Digital Twin specialist!
Speak with our experts to explore practical use cases and identify quick wins for your operations