Mike James introduces a series of articles looking at how an enterprise quality management system implementation affects a business. Anyone who has read my articles in the past will know that I am not afraid of discussing the problems of project deployment, as well as their value and benefits. While it is initially necessary to review the theory of enterprise
quality management (EQM) systems, case studies allow for an exploration of how they are affecting current environments. Quality remains the most important issue in the manufacturing industry. The higher the quality of the product, the better it will sell.
It is important to establish the difference between a local quality management system and an enterprise level solution. The Manufacturing Enterprise Solutions Association (MESA), promotes the ISA’s standard number 95 which defines quality operations management (QOM) as: ‘The activities within level 3 of a manufacturing facility which coordinate, direct, and track the functions that measure and report on quality’. Level 3 or manufacturing
operations management (MOM) is sandwiched between Level 4 enterprise resource planning and Level 3 control and automation. So in essence the QOM, which is part of the MOM, sends and receives data to the level 4 and level
2 systems.
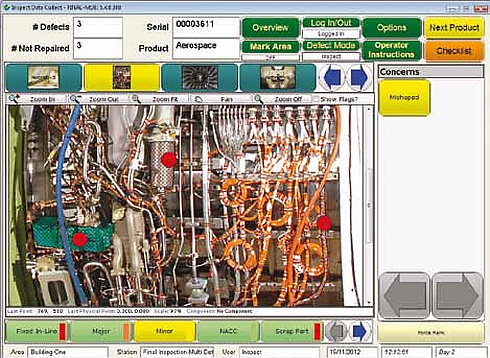
Aerospace manufacturers use ATS Inspect to carry out high quality visual inspection on components
An enterprise system defines the information flows for all plants in the group. The latter makes comparisons possible and allows for group-wide changes to be implemented
across all plants immediately. This gives the impression that an enterprise system is often the right choice, but when we look at actual case studies the decision is not so clear-cut.In the series, we will take a look at four industry segments – aerospace, automotive, food and beverage, and life sciences – and the perceived and actual value of EQM systems.
In the first of the series, we will look at how an aerospace original equipment manufacturer (OEM)is tackling the deployment of an EQM system. There are only a handful of primary Aerospace OEMs and their products often comprise in excess of 100,000 individual components.
Imagine how many quality tests and measurements are taken on a single component. Multiply that by the number of
steps in the manufacturing process and by the number of components produced, and the statistics are mind-boggling. 100,000 individual components, with an average 25 steps in the manufacturing process and 12 average measurements taken at each quality control step following a manufacturing process equals 30,000,000 measurements, and this excludes any rework or quality problems.
Huge costs of measuring, storing, reporting and responding to issues can arise. Traditionally the manufacturing and quality control step are developed immediately after the design phase and is often an iterative process as teams in
different departments and manufacturing plants develop detailed quality test plans.
This leads to an inconsistent approach across the component manufacturing and assembly landscape. Basic regulatory processes are followed but the method and detailed approach can vary dramatically, even within the same organisation. Different measurement tools are adopted as well, leading to another level of complexity.
Quality testing, data storage and reporting may be manual. Releasing the product to the next stage of manufacturing following successful testing may also be a manual process or perhaps there is a manufacturing execution system (MES) which provides automated tracking and release. Another common approach is that the product is approved for the next step by a simple authorisation through a local computer screen. This enables the planning department to track part progress, but not much else. When ATS came across this situation at this major OEM we
looked at different approaches. Options included extending the enterprise resource planning (ERP) system to provide richer data sets, implementing automated data collection and reporting and implementing a horizontal targeted EQM system.
The extended ERP meant the company had standardised across all sites on a single system, providing a consistent approach. An automated data collection and reporting system could level out the way data was being collected, providing a high level of accuracy and forcing a consistent
automation approach on the shop floor. The idea of a horizontal targeted EQM system was born from the concept that this could be delivered much more rapidly than either of the other two approaches.
Aerospace manufacturing processes are unique to particular components, and the ERP system provided a good level of control. While the system did have some positive features, the slow responsiveness to change just made the current solution unsuitable.
The implementation of an automated data collection and reporting system could be done at the plant level. Each machine and operator would automatically enter data and receive immediate feedback from quality checks. The huge amount of data being collected and processed to make
these decisions are stored in the system and archived for retrieval. These processes have to be supported by shop floor IT with a local factory network. ATS went ahead with this solution and during implementation were able to iron out teething problems. The disadvantage, due to the variety and age of equipment involved was the time and cost of implementation.
The third option, delivering a horizontal, targeted solution, was therefore also adopted. Under the banner of right first time (RFT) and data driven factory, we designed a rapidly deployable solution compromising three
elements: attribute data collection, statistical process control (SPC) and two-dot part marking.
The part marking makes recognition of the component and serialisation easy whilst attribute data collection enabled a standard way of visually inspecting components. SPC involved dimensional data collection. Other EQM system
tests were ignored with this approach. By focusing on the most common of the tests ATS could now fast track deployment across the whole business and did not have to wait for the full system deployment required by the automated data collection and reporting system or MES.
In effect ATS has combined all three approaches. The ERP system gets the information it needs to carry out the tasks needed at this level. The MES is being deployed, but it will take several years to complete the full deployment across all the sites. The RFT or horizontal approach enables us to fast track the deployment across common processes and still integrate into the MES and ERP systems
as these are deployed during the years to come.
The RFT approach allowed ATS to create a separate business case for its deployment. ATS engaged very closely with the customer’s Lean/Six Sigma teams to focus in business improvement. Specialised teams were formed combining
implementation skills with benefit realisation skills.
Defined tests and refined manufacturing processes have led to dramatic improvements in RFT in the plants. Every single deployment has seen an improvement, justifying the approach and delivering payback periods of just six to eight months.

by Mike James
Group Managing Director, ATS International B.V.
You can comment or meet me on LinkedIn or Google+



{kind=link}
{kind=link}
{kind=link}
{kind=link}