Carlsberg’s catchphrase, ‚Probably the world’s best beer‘, is a famous, modest, tongue-in-cheek understatement from this Danish beer company. Can we say the same about its manufacturing execution system (MES) implementation? Will it probably be the world’s best MES?In this article I want to tell you about the good, bad and ugly of an MES implementation. I want to share some of the learning experiences we have gone through; share some of the mistakes made. Too many articles just shout out ‚look how perfect we are‘ and readers learn nothing, they just get the sales pitch. The great thing about Carlsberg is a willingness to stay a little bit modest (probably?) and use a tough, pragmatic and may I even say ‘Danish’ approach to implementing an MES.
In the first part of this article we will look at what MES is, where the Carlsberg project is today with the current deployment at four sites and how it got started. Then we will dive into some of the details and follow progress as the MES is deployed and (hopefully) expanded across more brewery sites.
Results to date: Did Carlsberg make more money with MES?
The answer is yes, and the improvements were so significant that they were reported to the shareholders publicly:- Sales increased by 1.5% due to better response to demand, especially demand due to special marketing campaigns, weather changes and sports campaigns
- Gross margins increased in addition by 1.2% due to the real-time accurate data provided from the filling and packaging lines on most profitable packaging type
- Ratio of own downtime on all lines has reduced from 28% to 13%
- Can material loss has reduced from 1.6% to 0.72%
- The use of canning lines has increased by 15%.
So, what is a manufacturing execution system?
An MES is a dynamic information system that drives effective execution of manufacturing operations. Using current and accurate data, MES guides, triggers and reports on plant activities as events occur. MES is a set of functions that manages production operations from the point of order release into manufacturing to the point of product delivery of finished goods. The Instrument Society of America S95 defines MES in level three of the chart opposite, showing how it fits into the overall production process. All companies deploy an MES, be it on paper, in someone’s head, in a spreadsheet, or partially or fully in a full MES software application.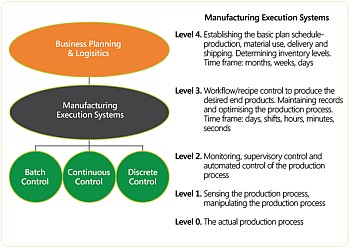
Why did Carlsberg decide to implement a standardised MES?
The short answer is to make more money. Carlsberg already had an initiative running called ‘Production Excellence’. Within this programme, Carlsberg was using best practice sharing across the breweries in Europe to improve performance. The teams soon realised that they lacked data and information to make comparisons effective. A myriad of systems were providing information and they were not connected into the whole business process.After attending an ► ATS Lean SixSigma Workshop, Carlsberg asked ATS consultants to advise on a corporate solution to support the Production Excellence programme. To cut a long story short, ATS recommended an MES implementation that would not only support but fully embed a process of continuous improvement into the Carlsberg culture.
Technologies used?
Carlsberg chose Opcenter Execution ( Discrete or Process), a rock solid platform using Microsoft technologies. Implemented and further developed by ATS in cooperation with Siemens, it is a repeatable, upgradeable, extendable and supportable solution. Creating an out-of-the-box solution, which can be repeated at other process industry users, was a key priority for both companies.How was this achieved?
We will now explore some of the steps taken to implement the MES and discuss some of the lessons learned and challenges encountered along the way. Let’s dive into some of the challenges (nice word for problems but the right word in this context) that we at ATS Global Group and the Danish beer producer encountered as the project was launched.Let’s go to the point where the MES Brewing and Processing solution has been deployed at the brewery in Switzerland and new projects have been started across three sites in Scandinavia. This was the first time that we have worked with parallel deployment teams and this structure has highlighted some important aspects of how to organise a multi-site, multinational rollout. The deployment teams have also come under pressure to meet the new plan for a standardised SAP rollout and two extra breweries have been added, bringing the total number of sites to 17.
Organising the MES project
The initial requirements for the MES came from three different working groups: Filling and Packaging; Brewing and Processing; and Maintenance. All breweries have a clear separation between the Filling and Packaging, and Brewing and Processing activities. The master brewer usually has control over the Brewing and Processing activities, and once he declares the beer is ‘good’, it is then ready to package. For certain types of beer, the fermentation process actually continues in the bottle; this is just one the packages that can be sold. Workshops were held with the three groups where they shared their requirements. These were then collated accordingly in blueprint (concept design), functional design specification and technical design specification documents. The blueprint document was critical for deciding the boundaries of the project and this process led to a decision to include maintenance requirements in the SAP application and the rest of the MES in the Microsoft technology-based Siemens platform, Opcenter Execution ( Discrete or Process). It was also decided that ATS would lead the implementation with technical support from Siemens.
Workshops were held with the three groups where they shared their requirements. These were then collated accordingly in blueprint (concept design), functional design specification and technical design specification documents. The blueprint document was critical for deciding the boundaries of the project and this process led to a decision to include maintenance requirements in the SAP application and the rest of the MES in the Microsoft technology-based Siemens platform, Opcenter Execution ( Discrete or Process). It was also decided that ATS would lead the implementation with technical support from Siemens.
Each brewery was asked to appoint a single point of contact (SPOC) who represented that brewery during the design reviews and final signing off. They were then part of the overall project board (steering committee), which included representatives from ATS, Siemens, Carlsberg Local Brewery (15 personnel), as well as various Carlsberg specialists. The problems we encountered around this structure are quite classic. Motivating and organising 15 people from different breweries across Europe to agree a common architecture was the main issue. We had reasonable stability so there were only a few personnel changes, but here are some tips and hints after going through this process:
- Keep the design period as short as possible; any team member who has to be replaced is a loss of knowledge and momentum
- Plan and fix meeting dates, obvious I know but still…
- People need time to express themselves, usually not in their first language; give them time and listen carefully
- Create a real team spirit, although that’s not so hard to do at Carlsberg; beer helps!
- The material is dry and can be boring, add some creative events into the programme
- Don’t let techies lead the meetings; run it as a business activity.
Looking back, I think we made some good decisions, particularly when it came to how we managed the overall project. We ensured clear accountability, as ATS was responsible for delivery and Siemens provided the technical support. And the Carlsberg Production Group led the Carlsberg team with Carlsberg IT supporting. We did also make some less than wise decisions. In particular we had too many open ends in the design and often said: “Let’s leave this until later when we know how the project has developed.” We also ran into a few issues as a result of Carlsberg IT leading the integration between SAP and Opcenter Execution ( Discrete or Process) when they did not always understand the business processes being supported. So we did learn some lessons, namely to close more of the design open ends and only employ experienced IT people in the integration role who actually know how a brewery operates.
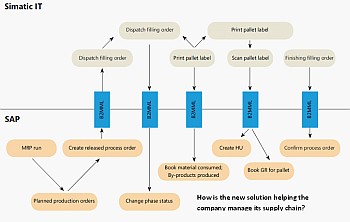
We will now look at how the newly implemented manufacturing execution system connects into supply chain management, and find out how it is helping Carlsberg respond to changes in customer demand.
Sunshine, snow, football and supermarkets. The planner’s challenge.
If the sun shines, people drink more beer. If it snows, they stay inside and warm their hands on a mug of hot chocolate, or warm their insides with a cognac or two. When the days are short and the nights long, more dark beer is drunk. When a football match is played, both winners and losers will drink beer, although the winners will usually drink more. According to what time of the year it is, supermarket chains will launch seasonal sales campaigns to meet customer demand and profit from changing product trends.Imagine then being a planner/forecaster at Carlsberg, one of the largest brewers in the world. A myriad of brands, events, and a computer churning out information about past and future trends are the tools of the planner’s trade. But no matter how good the planner’s ability to take all this information and translate it into a useful forecast for the company, one thing cannot be avoided: he is not psychic. The forecast is always wrong – sometimes slightly, sometimes completely wrong. It is, after all, just a forecast; it can never be perfect.
General forecasting of trends, based on marketing campaigns, weather patterns, major events such as football matches, changes in taste and population demographics provide the overall picture. An annual forecast of demand can be quite accurate. The problem lies in the short-term planning; short-term demand forecasts are inaccurate, unless you are a clairvoyant and know who is going to win that football match or when there will be a hot summer’s day!
Where does MES fit?
One of the characteristics of an MES is time. The MES layer is known as layer 3 and it interfaces with layer 4 – which includes Enterprise Resource Planning (ERP) and Supply Chain Management (SCM). The MES layer also interfaces with layer 2 – the control layer, which manages the physical process of manufacturing something. Each layer runs at a different speed:Layer 2 – controls – runs in real time, controlling physical processes at lightning speed
Layer 3 – MES – is directly connected to the real-time layer and information is transferred in seconds, minutes and hours
Layer 4 – ERP – is connected to the MES layer, which buffers the lightning speed of the control layer and executes transaction in minutes, hours and days.
 If you are wondering where layer 1 is then let me explain that there is also a layer 0, and these two layers are the physical cables and sensors needed for an effective manufacturing operation. All of these layers are defined in the ISA95 standard.
If you are wondering where layer 1 is then let me explain that there is also a layer 0, and these two layers are the physical cables and sensors needed for an effective manufacturing operation. All of these layers are defined in the ISA95 standard.
At Carlsberg we now have an effective MES layer in place, which knows exactly the state of the production process; it knows what has been produced and when. It knows what is being produced and knows what the ERP layer wants it to produce and when. It also holds details of inventory and this is how it interfaces with the ERP layer, which in this case is a SAP system. Forty eight hours of SAP production orders are kept in the Siemens Opcenter Execution ( Discrete or Process) MES layer, which means if the SAP system is out of action for any reason, production can continue.
Now, instead of planners sending schedules to the shop floor, the operators have all the information they need at their finger tips. Simply put, there is no need to attempt to forecast a detailed schedule – they can manage a schedule in real time instead. The operators know exactly the state of production, they know the demand requirement and are given some freedom to decide what to produce. In effect the operators are in direct contact with the market.
Now that is responding to demand!
Why has the system been a success for the manufacturer?
I’m now going to discuss the 24/7 systems and shop floor support required. Crucially we need to understand how the system is going to evolve post implementation, and how it will be used for ‘► Sticky Lean’ and continuous improvement.System stability: Will it survive an earthquake?
The Carlsberg MES is connected into the business systems and the control systems, which control the physical brewing, processing and packaging lines. So if there’s any hiccup in any of these systems, no beer is produced. This is not a particular weakness though; unconnected systems can fail too.With unconnected systems, generally less attention is paid to total system stability and performance. It is worth noting that neither connected nor unconnected systems will survive a powerful earthquake, but all elements of the connected system will be fully backed up. The difference between the two lies in the discipline that has now been introduced into the process. Let’s now take a look at what has changed in the 24/7 support regime since the MES implementation.
Support from the start, Holistic approach
This MES implementation forced us to think carefully about all the activities that take place at Carlsberg. The software has to reflect both the physical process and actions carried out, such as planning, maintenance and quality checks. Frequently separated into ‘silo’ activities, the MES makes us think in a holistic way; we have to look at the total process, all the steps and how they interact with each other.It all connects
If we start a brew we also have to plan the following steps: which filters are we going to use; which fermentation tanks are most suitable? With unconnected systems this is less necessary and a one-step-at-a-time approach is usually adopted. Think also about quality checks, as these are now truly in line. Only when the quality check is completed and approved may the product pass to the next stage of the process. Everything is now paperless – literally not a single piece of paper is used.The IT systems also have to be stable; any changes to IT or control systems software now has to go through change control boards. Errors are avoided and system stability is maintained. Process and system uptime has never been better. Operators, supervisors and planners have better visibility – access to real-time information means that the decision-making process has been improved.
We had a ► 24/7 support process in place from the very start of the project, which includes both local and remote support. Agents can measure and report on system performance, providing us with alarms and preventative maintenance plans.
MES support is in some ways similar to classic IT support for office systems, but also critically different. At ATS we have provided:
- A local super user
- ATS help desk
- ATS IT engineer response (remote)
- ATS IT engineer response (local on site)
- Continuous preventative maintenance
- Continuous improvement
Throughout this article we have kept a balanced view about the MES. After all, a project of this scale is not without its problems. However there is little doubt in my mind that ATS, Carlsberg and Siemens succeeded in creating a team spirit with common goals that ultimately led to a significant improvement in the manufacturer’s operations.
MES improvements in numbers
- 1.5% increase in sales
- 1.2% increase in gross margins
- 15% reduction in ratio of downtime
- 0.88% reduction in can material loss
- 15% increase in canning line use
It’s a remarkable success story. Much credit must go to the team, and to Carlsberg for having the vision and perseverance to achieve it. The result: Carlsberg has found the MES holy grail – competitive advantage!
by Mike James
Group Managing Director, ATS International B.V.
Vice-Chairman MESA Europe
Chairman MESA International Global Education Committee