Les airbags se déclenchent en toute sécurité grâce aux procédés de qualité dans l’industrie automobile
Visteon Berlin produit des tableaux de bord pour les nouvelles Ford. Ces tableaux de bord possedent une paroi a découpes invisibles pour l’airbag et celle-ci doit s’ouvrir correctement si l’airbag est activé. Dans ce projet, un logiciel est utilisé pour le suivi du processus de production, pour la détection d’erreurs et pour s’assurer qu’aucun produit défectueux ne soit envoyé aux clients. En enregistrant toutes les étapes critiques du processus, Visteon peut alors stocker les données et fournir a Ford les détails de la production a chaque instant. Le logiciel utilisé s’appelle Activplant d’EMT. Activplant est développé a l’aide des technologies .NET et a été implémenté localement a Berlin par ATS, le fournisseur indépendant de solutions.Situation:
Visteon est un constructeur de pieces automobiles, au chiffre d’affaires de 18 milliards de dollars, avec 98 usines dans le monde. D’abord une filiale de Ford, la société est ensuite devenue un important partenaire indépendant grâce a des acquisitions et une croissance interne. Le développement des affaires donna nais-sance a une importante quantité de systemes informatiques développés en interne et la société se lança dans un processus de standardisation et de restructuration. Les départements informatiques des usines ont alors reçu l’ordre de rechercher des solutions, de recommander une nouvelle stratégie et de l’appliquer a travers le monde.
Le résultat de cette recherche coincidait avec un changement majeur en terme de réflexion parmi les fournisseurs de solutions informatiques industrielles.
De nouveaux outils relativement peu chers, tels que le serveur SQL et .NET ont convaincu des sociétés pionnieres dans leur domaine de développer des logiciels standards pour les différentes applications du Manufacturing Execution Systems (MES), ou du Manufacturing Intelligence (MI).
Visteon a effectué des recherches détaillées sur quelquesunes de ces solutions et les a comparées avec la possibilité de développer un logiciel sur mesure.
La pression de la part des clients de leur fournir un rapport détaillé de l’historique du produit depuis sa conception se faisait de plus en plus importante a tel point que si aucune solution n’était trouvée, de sérieuses commandes allaient etre perdues. Un choix important devait donc etre fait.
Solution :
Le choix de Visteon s’orienta sur une nouvelle génération de produits venant d’EMT, les créateurs de Activplant. Tirant profit de la puissance des réseaux, EMT a crée une application basée sur un navigateur Web et interfacée a une base de données SQL, permettant une collecte directe des informations provenant de l’atelier de l’usine.
Visteon a reconnu l’importance de ce produit et a standardisé l’utilisation de Activplant a travers le monde. En choisissant un logiciel standard au lieu d’une solution logiciel sur mesure, Visteon a réduit de façon significative le risque d’obsolescence du logiciel et d’un manque de support technique.
Dans un projet de cette nature, l’infrastructure informatique est relativement simple ; un serveur IBM Intel, couplé a l’Intranet Visteon permet l’acces a n’importe quel utilisateur dans le monde. Le nombre de PC et/ou de terminaux connectés ayant acces aux données collectées est illimité étant donné qu’EMT accorde un droit de licence basé sur une structure dite «d’Assets ». En d’autres termes, Visteon paye un droit de licence par machine et/ou groupement de machines supervisées plutôt que par le nombre d’utilisateurs.
Via Internet, Visteon permet a ses clients tel que Ford d’avoir un acces direct aux données, cela sans aucun frais supplémentaire. Connecter la base de données SQL Activplant sur les processus de production est tres complexe. En effet, certains appareils, comme les automates programmables, contrôlant le processus de production, « parlent » a d’autres appareils de contrôle ou PC avec leurs propres protocoles.
Afin de palier a ces problemes, Visteon a adopté les interfaces standards OPC (OLE for Process Control ou OLE=Object Linking and Embedding).
La plupart des logiciels industriels présentent une interface OPC. Les drivers avec client OPC sont développés par des sociétés comme ATS et offerts en tant que produits standards sur le marché.
En utilisant de simples adresses, les serveurs OPC peuvent recevoir et envoyer des données vers les systemes de contrôle.
Pour finir, nous ne devons pas oublier que les données sont lues directement depuis le processus de production, par exemple a partir des moules a injection plastique, les machines de production de mousse, les visseuses etc. Un produit pourra passer d’une étape a une autre seulement lorsque la détection d’erreurs (error proofing) aura eu lieu. La détection d’erreurs laisse le produit passer vers l’étape suivante du processus de fabrication, s’assurant ainsi que seuls les produits parfaits, c’est a dire ceux qui ont rempli toutes les exigences qualité, peuvent etre envoyés vers le client. Les opérateurs peuvent entrer les données a travers un terminal situé a côté de la ligne de production.
Des imprimantes, des lecteurs et des scanners a codes-barres sont tous reliés, par l’intermédiaire d’un serveur OPC, sur le collecteur de données (un serveur différent). Toutes les communications utilisent le MSMQ, donc si le serveur connaît des difficultés, les données restent dans le lien de communication jusqu’a ce que le serveur reprenne une activité normale et les données seront ensuite chargées.
Comprendre le processus de production, etre capable d’établir les liens vers les systemes de contrôles ainsi qu’amorcer la détection d’erreurs est un savoir-faire apporté au projet par un partenaire, dans ce cas présent ATS.
La nature de ces projets demande des qualités d’application complexes ; en plus d’un savoir-faire sur serveurs SQL, serveurs Windows 2000 et bases de données SQL, le partenaire doit etre capable de programmer les systemes de contrôle comme les automates, de développer des serveurs OPC et de faire fonctionner des sous-programmes en C# traitant de la détection des erreurs sur le site de production. ATS a standardisé ce logiciel comme un jeu d’outils intégrables pour créer un systeme facile de maintenance, lequel peut etre changé des lors que la production serait modifiée.
Bénéfice #1 : Fini le papier !
Toutes les données critiques sont automatiquement stockées dans le serveur.
Imaginez le cout et le nombre d’erreurs si le systeme était manuel. Croyez-le ou non mais la plupart des systemes de recherche et de traçabilité sont toujours basés sur le papier (organisés manuellement). Le plus grand concurrent de Activplant est Excel !
Bénéfice #2 : Le modele de données Universal Factory – Facilité d’utilisation
Toutes les données suivent le modele EMT, a savoir l’UFDM (Universal Factory Data Model). Seul 4 types de données existent, un identificateur, un accumulateur, un incident et un événement. En définissant les données utilisant ce simple modele, l’utilisateur final et le partenaire responsable de l’application n’ont pas besoin de s’inquiéter de la conception de la base de données et peuvent simplement faire leur travail. L’information concernant les responsables est fournie a travers plus de 60 rapports standards ou configurables, ceci en utilisant un navigateur Web faisant de Activplant le produit revé pour un utilisateur.
Bénéfice #3 : Ça marche !
Adapté et fonctionnant en moins de 6 mois. De nouveaux équipements, nouveaux systemes de contrôle, nouvelles impri-mantes, lecteurs, scanners a codes-barres, ainsi que de nouveaux systemes de réseaux industriels, installations électriques, installations de l’équipement et tests sur la production etc.…coutent beaucoup plus qu’une simple installation de Activplant. Visteon Berlin peut maintenant produire un rapport complet de n’importe quel tableau de bord, depuis sa création, et avec une excellente procédure de sauvegarde ; ils seront capables de garder et fournir une traçabilité jusqu’a 15 années apres la production.
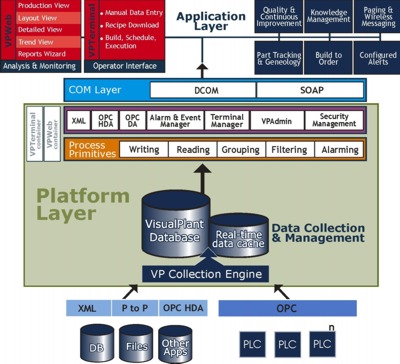
Data Collection for Visteon