Car manufacturers can invest up to Euro 100 million for a new paint shop. An investment not to be sneezed at which means the system must work hard for many years to be worthwhile. Dürr is the world’s leading supplier of paint shop systems for automotive manufacturers and at their headquarters in Stuttgart, Germany only one word is needed to describe the culture, Quality.ATS is a preferred supplier at Dürr and supports the Control System group with extra capacity and knowledge. During a recent visit Mike James, Group Managing Director of ATS, wanted to know Dürr’s vision of the future and how the control philosophy would develop.
Helmut Kohler, Manager Control Systems, enthusiastically explained how his group builds quality into the automotive paint systems. Starting with PLC based Control Systems, Dürr has also developed a monitoring and operating system called EMOS (Epuipment Monitoring Operating System).
EMOS is the operator’s interface to the system whereby all relevant information about system conditions is available to the operator. By using uniform operator panels and applying a uniform operator philosophy throughout the whole system different types of user groups (managers, operators and maintenance personnel) are able to quickly and efficiently call up information.
To provide ‘brains’ to the system, Dürr is using the so-called EcoDBS(Dürr Basis Software). EcoDBS is composed of ready-to-use software building blocks for PLC control systems. These building blocks have a standard interface (input and output definitions) through which the functionality can be manipulated. Each hardware device has it’s own building block. Using these blocks makes it easier to ‘build’ the complete system. It’s just a matter of connecting the interfaces.
The I/O modules Dürr is using are called EcoDIM21 (decentralised intelligent modules for the 21st century). These modules are decentralised I/O modules, connected to each other using the latest Fieldbus technologies.
The Volkswagen Project
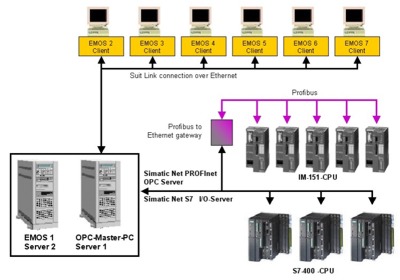
In the spring of 2002, Dürr implemented, for the first time, a component-based automation paint shop system at Volkswagen AG in Wolfsburg. A EcoDIM21 module controls each section in the paint shop. Each of these modules includes an ET 200S distributed I/O station with an IM151 CPU. All EcoDIM21 modules are networked via Profibus using the new, open PROFInet communications standard.
The resulting PROFInet components of all EcoDIM21 modules are first imported into a Simatic iMap engineering tool. With this tool the communications between the components can be configured in a simple graphical approach. A Simatic Net PROFInet OPC Server on the server PC is used to communicate with the EcoDIM21 modules using a Simatic Net IE/PB Link as Profibus to Ethernet Gateway. (The IM151 CPU’s are programmed using the new EcoDBS for OPC).
The 2 server PC’s (OPC-Master as server and EMOS 1 as hot-standby server) are equipped with Microsoft Windows 2000 and Wonderware InTouch and serve as the foundation for EMOS. The above-mentioned Simatic Net PROFInet OPC Server communicates to the EcoDIM21 modules controlling the process technology and a Wonderware I/O server for Siemens SIMATIC NET S7 communicates with the S7-400 PLC’s that control the conveyors.
The OPC-Master PC is connected to Siemens Sicalis production monitoring and control system. This is the layer that resides on top of the Dürr EMOS layer. Sicalis PMC is responsible for the logistics operations within the paint shop. Sicalis stores production data and process parameters in a database. The data in this database is made available to the EMOS application using an ODBC link.
User Interface Development
Besides testing and installing the OPC link between the Siemens hardware and the server computers, ATS engineers were also responsible for the user interface development. They designed all the necessary ‘screens’ according to the EMOS standard and philosophy. The screens had to comply with numerous standards that are valid for the automotive industry. The communication points through which the EMOS application is communicating with the OPC server were created and connected using Dürr’s new design tool, the Tag Generator OPC. For the standard S7-PLC-controlling the conveyor technology the DATABASE-Generator 2 was used to create the EMOS variables. This tool was also used to define the alarm reports used within EMOS.
The EMOS- Master-Application runs on the server on which it also is developed. The operator PC’s (Clients) obtains a local copy from the server. When the application is changed the developer notifies the Clients and the new application is copied automatically. The Clients connect to the server computer using the SuiteLink Protocol. The SuiteLink Protocol is based on TCP/IP. It is best used for industrial applications where Value Time Quality, extensive diagnostics, and high throughput are important. The first dry-run was 3 months after the start of the project and 3 months later, the paint shop was taken into production.
This was an interesting project in many ways. It was the first time Dürr implemented component based automation. It was also the first time that Dürr used OPC. But the most attracting point is that this project was realized with state of the art hard- and software.
ATS Project Leaders Jens Bangert and Frank Dilcher were involved in this large project. Jens was responsible for the process technology and Frank for the conveyor technology. Main points of the project:
1. New OPC Standard
Using S7 OPC for the first time, a new basis standard for OPC had to be created for programming the PLC. To achieve this, four new building blocks were used in the PLC. EMOS followed the new building blocks and created new symbols for the process technology (pumps, valves, drives, etc) based on the standard. Each status window for the new building blocks had to be created and tested.
The variables for EMOS were generated with the new Tag Generator OPC. This tool was optimised during the whole project.
2. Screen Development
Using the transport technology and mechanical specifications for the process technology the screens were designed and developed following the DÜRR- EMOS standard.
The communication points (tags) listing were created and connected using Dürr’s design tools, the Tag Generator OPC and the DATABASE -Generator 2. These tools are also used to define the alarm reports.
3. Preparations and Commissioning
Installation of the EMOS Computer with software:
• Win2000
• InTouch 7.1
• Wonderware I/O Server for Siemens SIMATIC NET S7
• Simatic Net Version 6.0
• Installation of the EMOS-Computer in the operator station
• Connection of the EMOS-Computer with the TCP/IP network
• Configuration of the network with the VW system managers
4. Commissioning
• Test of all applications with the PLC programmers, the transport engineers and the operators.
• Optimisation of the EMOS application
• Integration of the project extensions
• Optimisation and testing of the OPC server software in close teamwork with Siemens engineers
5. Training
• Instruction and training of the operators on the EMOS application.
Conclusion
In a project of this size with the adoption of new standards it is not surprising that much time had to be devoted to correcting some standards and the interfaces. This practical approach significantly improved the standard “library” without causing any serious delays.
When asked about the next steps in Dürr’s strategy Helmut Kohler explained that the key word is harmonisation. Dürr has acquired several companies in the last few years and each has followed a different controls strategy. By harmonising the controls strategy throughout the group Helmut expects to achieve efficiency and quality improvements. He also feels that more work will need to be done to integrate control and operator interface systems into the whole business process. A more advanced version of EMOS called EMOS-SM (System Management), standing for Supply Management, goes a step further than EMOS bringing the control process into contact with ERP (Enterprise Resource Planning) systems. Helmut feels that Dürr will devote much time to this product area and offer customers new modules as software technology continues to advance.
The continued drive towards lean and mean manufacturing technologies is vividly apparent in Dürr’s thinking and choice of partners like ATS. Helmut stated that ATS’ expert software knowledge had helped to bring many projects to a successful conclusion. ATS continues to offer a customer independent advice, rather than supplier driven solutions.
Connectivity in Dürr