Mike James explains how the automotive industry can take advantage of enterprise quality management systems to improve product quality throughout the manufacturing process.In the last issue of Prime I presented the first in a four-part series of articles looking at the value of enterprise quality management systems (EQMS) for manufacturers. To start with, I highlighted how an aerospace manufacturer can deploy an EQMS, noting the specific challenges it faces when checking the quality of the many thousands of components it manufactures and determining how it can ensure a consistent level of quality throughout. In this issue, I will focus on the automotive industry, using Ford Motor Company as a case in point.
The concept of virtual designs vs. physical products immediately brings to mind the challenges involved in creating perfect designs, which can be made perfectly in high volume manufacturing plants. Major advances in CAD/ CAM have provided the automotive industry with an unparalleled set of tools for designing new vehicles. Today, they can design a vehicle and ‘see’ it in the virtual world without having to build a prototype. Some remarkable advances are taking place as CAD/CAM designs take full account of material choices and how components interact.
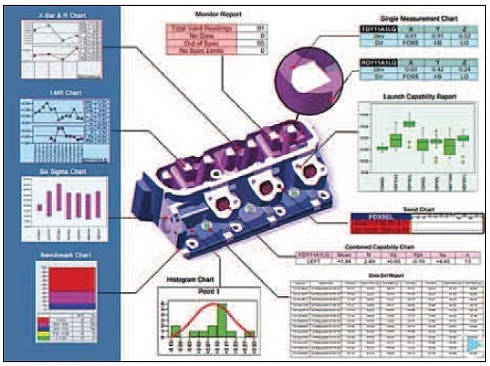
Ford is taking advantage of an EQMS solution from ATS to ensure quality across its processes
Yet even then designers make mistakes, production systems are not quite up to the task or the real thing does not quite have the look and feel we expected. Ford has long realised that however sophisticated the design process, a physical prototype is needed with vehicles testing to get the final vehicle just right. Application simulation software can help to assess the vehicle’s behaviour without a physical version, but there remain limits to the use of software in replicating a driving experience. Finally, after all the tweaking and adjusting of the design, we must design, build and adjust the manufacturing process.
The choice for an EQMS at Ford has a long history, but is driven by globalisation and process compliance. EQMS requires not only standardisation of software but also standardisation in the way it is used. Critically, Ford wants rapid design to manufacture turnaround and high standards of quality regardless of where vehicles are designed, produced or sold. Another major factor is Ford’s desire to build quality into the design process and the manufacturing process.
Its aim is to eliminate quality checks in the manufacturing process. If the quality check has taken place in the vehicle design phase and the manufacturing process then perfect vehicles will be made every time. This is the goal and while it may seem an unattainable target, each of the steps which Ford is taking brings it closer to this goal.
Let’s look at the steps which Ford is taking to drive out quality tests during the manufacturing process:
- An EQMS requires a global design system
- An EQMS requires a global quality system and test plan
- An EQMS requires a global system to compare the virtual design to the physical product
Anybody working in manufacturing knows how hard it is to marry global and local requirements into a single system. However, once the decision has been taken to implement a global design system, it is inevitable that all design and manufacturing centres adhere.
The supply chain can also be encouraged and sometimes forced to comply. Global quality systems and test plans require adaption to specific models as technology and designs advance. The final system is the icing on the cake, as it guarantees compliance. While this article focuses on this software, it must be remembered that release of a vehicle from prototype, through pre-production to full production also requires a global authorisation process. With a globally organised quality team, best practices are shared and compliance to process becomes the norm.
The global system for comparing virtual design to physical product is critical to the EQMS. It is the final proof that the global quality system and test plan has been followed. Therefore Ford has centralised the release to production process. ATS CM4D is the software solution deployed at Ford Global Headquarters in Dearborn, Michigan, USA, and used by all plants. ATS CM4D has a long history but is driven by thought leaders such as Dr. Michael Grieves, an expert in PLM who holds many academic and industry positions. He is a proponent of a product-centric view rather than breaking organisations into siloes without any interaction.
“Product specification management is the key to product quality in the manufacturing phase of the product lifecycle,” says Grieves.
“Once a virtual product has been created that is validated as meeting the requirements that the product should possess, it is defined as the ‘controlling’ or master virtual product. The controlling virtual product serves as the template for all the physical products to be manufactured. The next step is to then build a physical product that meets the specifications of this controlling virtual product.”
ATS CM4D resolves the technical aspects of importing dimensional data from the virtual design and comparing it with the physical product dimensions. Sounds simple, right? In a way it is and when we compare the twodimensional statements, we can spot the differences. However the technology required to measure the physical product – lasers, coordinate measuring machines and so forth – has to be deployed properly and the data must be handled correctly by the software. Once we know the differences between the design and physical product, we have to analyse the root cause and change either the design or the manufacturing process, or possibly both.
The advantage is Ford has the measurements completed locally and all measurement data is loaded automatically to the central system to prevent any corruption to the data. From here, virtual and physical products can be compared and reports created. When processes start to change, alarms are triggered and the responsible persons or departments are notified on an immediate basis. Because all plants are using the latest version of the software, the IT is securely managed and the quality process is managed at a corporate level.
The system took several iterations before becoming a ‘cookie cutter’ deployment. It is also now being deployed in the supply chain as suppliers take advantage of Ford’s experience and buying power. This means that ATS CM4D is being deployed across a wide range of automotive suppliers including die manufacturers and Tier 1 component manufacturers. ATS’s global reach is another important factor as global manufacturers rely on ATS’s market presence to guarantee local support and training.
With global users from both the automotive and aerospace industries, the space which ATS CM4D occupies is growing rapidly and new demands on the software are making sure this is just not another sprinkling of technology across global plants. Having enterprise level control of the quality processes working in concert with virtual design is an important component of model-based definition – a subject we do not have space for this time around!

by Mike James
Group Managing Director, ATS International B.V.
You can comment or meet me on LinkedIn or Google+