Robert Bosch Australia is a leading manufacturer of automotive components and an important subsidiary within the German Bosch Group. The company first contacted ATS to help with a diode manufacturing process. The process was unpredictable with erratic quality and production levels. ATS’s success in solving this problem led to a study of how to improve Bosch Australia’s Overall Equipment Effectiveness (OEE).Situation
Robert Bosch Australia is the world’s second largest manufacturer of automotive components. In Australia, Bosch has sales above 840 million dollars and employs almost 2,000 people. Bosch has adopted a not-for-profit business philosophy, and through this concept they provide a valuable support to the local community.
Bosch has its main Australian manufacturing facilities in Clayton, Melbourne.
Constant improvement of the many business processes, in this case for automotive component manufacturing, are crucial to its business in many ways. In this case study Bosch’ requirement highlights the need for improvement of their OEE (Overall Equipment Efficiency) performance.
An overall strategy to improve OEE led to a series of projects and a detailed study by ATS of Bosch’s requirements, followed by a final recommendation, which has been adopted plant wide.
Solution
More than one solution was tried and tested, each step led to a final study and a final recommendation. Bosch’s careful approach led to a long-term strategy, which is already generating significant Return On Investment.
Early in 2001 Joshua Yong, Project Leader at Bosch, approached ATS with a severe quality and production problem on diode manufacturing process. The process had been delivered by an English manufacturer, which subsequently went bankrupt, leaving Bosch without any support.
The process was erratic and quality unpredictable but it was not clear why the process behavior was not consistent. After launching several ideas and discussing different options ATS and Bosch agreed to implement Allen-Bradley SLC 500 PLC’s with an RSView SCADA package as an operator interface collecting process parameter data. The implementation was a success, several problems were solved and process efficiency was more than doubled.
In a new application Bosch asked ATS to implement a tracking & tracing system on an electronic component manufacturing line. The line used surface mounting device technology with several test stations. Although a lot of data was available tracking & tracing was not included. A new project team was formed and during new brainstorming sessions a structure was developed whereby ATS would implement a data collection process using an SQL Server and Database for logging the tracking data. The application, data collection from the machine controls and testing systems would be implemented using ATS software. This software had been developed by ATS in Germany in C++ and using Visual Basic as the operator interface and reporting. ATS Australia further developed the software and successfully completed the tracking & tracing project.
By this time it was clear to Bosch’s management that a total approach was required to improving OEE. ATS Consulting was commissioned to study a long-term solution to the technical and management issues involved.
After an initial market survey a number of solutions were included in the detailed analysis:
• Bosch BDE – Bosch Germany’s Oracle Solution
• Custom Made Software
• Rockwell Software BizWare
• EMT’s Activplant
The study resulted in a clear agreement to adopt Activplant. It’s not appropriate in a paper of this kind to go in to the details underlying this decision, suffice it to say that the makers of Activplant, EMT had understood the power of the web by creating a Web browser interface to a structured SQL Database, collecting information directly from the shop floor control systems and operators. By choosing standard software rather than a custom made solution Bosch significantly reduces the risk of software obsolescence and unsupported implementations.
Activplant is now being implemented plant wide by ATS
The internal Bosch Production System measures manufacturing performance with Key Performance Indicators (KPI’s). These KPI’s represent the most important guidelines for production measurements and any new software system must be flexible to adapt the KPI’s from Bosch, The following are the KPI’s at Bosch in order of importance.
1. OEE. VP must be able to capture if & why there is a poor OEE performance. Examples are required on why and where the poor performance is originated, so Bosch can undertake accurate and relevant actions.
2. Labor Productivity. The operators’ hours worked on a particular batch need to be linked to the number of parts produced to be able to measure performance and productivity per labor hour. This data must be structured, accurate and up-to-date to make decision making easier.
3. Bottleneckequipment.
Especially for the bottleneck equipment, VP must identify and trace the bottleneck and dig down from there. VP must be able to look at the whole line, then the machine, identify the problem, show the bottleneck station and AP must be able to trace why the problem occurs.
Providing customer information was another crucial point on the Bosch agenda. Bosch can offer customers, such as Holden and Toyota, direct access to the data over the Internet, if so desired. More and more information is required on production quantities, faulty items, recipe-related performance numbers, etc. To secure their leading position, having this information available when required, is an indispensable responsibility.
Reporting, XML & XSLT
Although Activplant comes ‘out of the box’ with many standard reports, the reports do not always meet the customer requirements. So was the case for Robert Bosch, where reports are used to motivate employees with weekly result updating, pinned to white boards.
Activplant’s report mechanism is highly advanced in functionality, but also highly modifiable. When a user requires a certain report to be compiled, he does so by selecting a report category in VPWeb. Depending on the time frame selected in VPWeb, the request is sent to the Activplant database, where a stored procedure is executed. Each main category of report has one associated stored procedure associated to it, the stored procedure accumulates the data requested and is sent to the requester in XML format.
XML (Extensible Markup Language) is the ‘new’ way of transmitting any type of data (like record-sets from a database) over any type of medium (like the Internet). XML is raw data and, when presented on the screen, has all the information required, although not in an easy to read format. That’s when we need XSL Transformations. XSLT is the language used to manipulate XML data and represent it in any form you wish. It’s just like a style sheet. This is the technology used by Activplant and with basic knowledge of XSL it is fairly simple to create reports in any format you wish. When necessary, even 3rd parties components like Microsoft Web Components can be used in Activplant Reports to give that extra bit of flair.
Source Document = XML (The Data)
Style Sheet Document = XSL (How to view the data)
Result Document = HTML (The final result)
Benefit #1
Return On Investment
A number of industry white papers and studies indicate that Opcenter Intelligence projects have a very high return on investment. This project confirmed our hypothesis with a payback period of less than 3 months!
Benefit #2
Manufacturing Visibility
Insight into a manufacturing process and how process variables can affect productivity and quality is a crucial aspect in constant process improvement. Activplant reports are created quickly and easily by users who can then analyze various scenarios. Correlations of different process parameters can provide insight into the process in (almost) real-time allowing for corrective action and accurate decision-making.
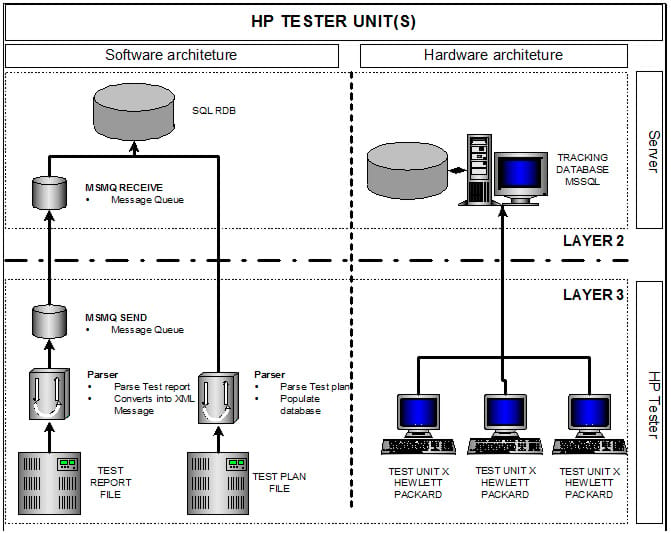
HP Tester Units for hard- and software architecture
Benefit #3
Scaleability & Implementation
Large scale IT projects are often difficult to implement due to their complexity and interaction with existing systems. Activplant licensing is asset based so that one license is required per asset being monitored. Projects can be small scale, with just one machine or asset being monitored and can be extended to a production line, plant areas, a whole plant and eventually a whole corporation. No user licenses are required which means any intranet/internet user with security access can view reports and data through a web browser. This was an important consideration for Bosch as Activplant can be implemented in manageable projects by ATS over a number of years, keeping costs and return on investment clear and measurable.